




纵横机械制造有限公司主要生产 吉林辽源衬四氟管。公司本着低价经营,质量为先的销售原则,让客户买的放心,用的舒心!诚信、专业、是我们的服务宗旨,开拓创新,与时俱进是我们的核心价值观。我们将竭诚为新老客户提供过硬的产品和优质的服务,也竭诚欢迎广大新老客户来电、来函,来人洽谈业务,指导工作!
服务三保: 保证质量、保证时间、保证数量。
服务宗旨: 雄厚的实力、优质的产品、低廉的价格、的服务。
郑重承诺: 保证以优质的产品、过硬的质量、实诚的价格、完善的服务来答谢新老顾客的信赖。
经营原则: 顾客至上、质量优良、品种齐全、价格合理。



防腐衬塑管道验收
钢衬塑管道在开展衬塑制作工艺后,一般生产厂家在原厂前或是顾客在接到商品后,都是开展工程验收,那麼对它的验收标准关键从哪一方面开展呢?衬塑管道。
钢衬塑管道在开展衬塑制作工艺后,一般生产厂家在原厂前或是顾客在接到商品后,都是开展工程验收,那麼对它的验收标准关键从哪一方面开展呢?
1、衬塑层匀称,薄厚3~5毫米,禁止有贯穿和贴近贯穿的出气孔、聚集的出气孔;
2、钢衬塑管道的衬塑层表层应光洁、整平,颜色匀称,不允许有裂痕和蜕皮;
3、各连接头座孔不可以阻塞;
4、各突面衬塑层的平整度规定低于毫米,确保压力试验的密封性特性;
5、按衬塑平面图工程施工、检测,衬塑设备衬塑地区规定完全遮盖,不忽略,避免导致部分浸蚀;衬塑管道。
6、去除不衬塑地区的塑料沉渣,确保商品外观设计美观大方;
7、运送、储放、安裝时维护好衬塑层不被毁坏;
8、管堵安裝时,操纵管堵加温溫度,避免管堵安裝处塑料外流。
防腐衬塑管道在工程验收时,一定要认真仔细,尤其是对衬塑层的匀称性及其覆盖性用心核查,以防在今后的应用中部分出現浸蚀等难题,危害一切正常的应用。



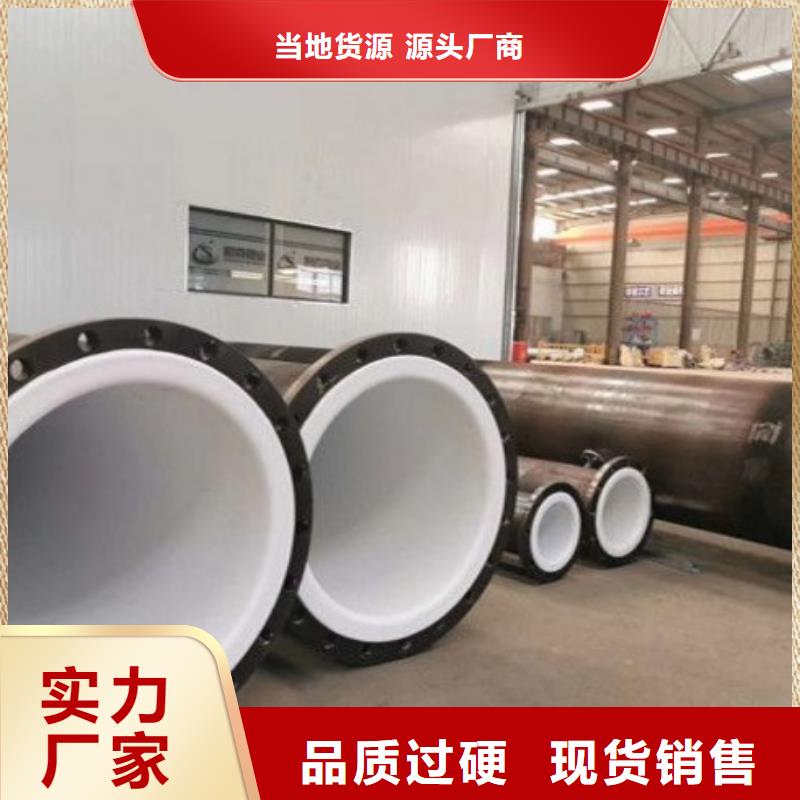
衬塑弯头其壳体采用国标弯头,内衬PO(聚烯烃)材料。聚烯烃(PO)是以聚乙烯、聚丙烯、丁烯等烯烃类聚合物的总称,是目前理想的防腐蚀材料之一。我公司生产的钢衬PO管,采用无缝钢管为基体,内衬PO采用热塑旋转一次成型工艺。由于钢塑附着力很强,因此它既有金属的强度,又有PO耐腐蚀、耐高温及低温、耐负压、抗老化的特性。槽、罐、反应釜等衬里设备,其内衬PO可作二次修复使用。可广泛应用于石油、化工、化纤、氯碱、染料、农药、医药、环保、冶炼、电力等行业。
衬塑钢管技术指标:
一、工作压力:≤1.6mPa,承受负压,介质温度:-40℃~110℃,衬层厚度:设备8±1mm,管配件DN25~DN503mmDN65~DN1005mmDN125~2007mmDN250~DN4009mm
二、技术要求:
1、设备制造验收规范按HGJ92-90标准、GHJ33-91标准;
2、设备及管件法兰按GB2555-81、GHJ45-91标准或用户要求配制;
3、设备焊接按GB/T4709-92标准,焊缝按GB13985-88标准;
4、选用JG-873型电火花孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超过50mm/s探测,以不击穿为合格。规格范围:DN25mm~DN1000mm长度可根据用户需求任意定制。
质量保证与售后服务:
1、我公司拥有目前较为完备的检测设备及检测技术,每台设备均按 相关标准及企业标准进行出厂检验,并建立完整的产品档案,定期跟踪用户使用情况,以确保用户正常使用及产品的进一步完善。
2、可根据用户需要指派技术员免费上门服务,协助用户安装调试、培训维修工。



防腐衬塑管道在安装过程中应重视以下几个主要方面:
1、下料加工:
主要控制钢衬塑管道切割的长度、切口的平直度、飞边毛刺的清理和坡口的加工;DN100mm以下的管子切割一般采用砂轮切割机入行,大口径中低压、管子一般采用气割或等离子切割,坡口可以采用手把砂轮机打磨加工;高压管切割和坡口加工,一般均采用管床或坡口机来完成;切口平直度的超标,会影响管口组对间隙的均匀。坡口的加工也应该按照规程要求角度进行,坡口过大,会造成人工、材料和机械的浪费,加大安装成本,坡口过小,容易造成未焊透,夹渣等焊接缺陷,因此,对下料加工工序质量的控制,终的目的主要是保证焊接质量和安装尺寸。
2、标识:
预制管道的每道焊口必须做好标记,尤其合金钢材质及特殊材质管道。标明焊接日期、焊工号、焊口编号,按照单线图把每截管段用油漆标明管线号及管段编号,以免给安装带来混乱,造成焊口无法追踪,致使交工资料与实物不符,特殊材质管道使用位置发生错误等;预制完成的管段必须将端部管口封闭。
3、焊接:
焊接质量的控制是工艺管道施工主要的控制环节,要求焊工严格按照焊接作业指导书进行;影响焊接质量的因素很多,除了管口组对和坡口的影响外,还受焊工素质、焊接材料、天气环境等影响;焊接工作在车间内或地面上进行,环境影响较小,质量相对好控制,主要控制好焊材烘烤质量,严格按照烘烤、发放制度执行,控制焊工每次焊条的领用量,监督焊条桶正常使用;如果工艺要求预暖和热处理的焊口,必须严格控制好每道口预暖和热处理温度,高压管焊接还应注意打底质量的无损检测;
4、安装:
工艺管道钢衬塑管道管件的现场安装是质量控制的难点,受现场安装条件和环境因素制约,必要时应采取适当的质量保证措施;现场焊接的焊口一般均是固定口,质量比较难控制,所以一定要控制好以下几个方面:在预制阶段,对每名焊工进行观察并统计其合格率状况,因为人是质量控制环节中的 要素;管口现场组对质量也必须按照要求进行;
如果碰到风、雪、雨、湿度大等天气,必须要求采取有效的防护措施,才允许施焊;合金钢管冲氩气难度很大,所以是现场质量控制的薄弱环节,也应是质量检查的重要的环节,可以采取药皮或药芯焊丝进行打底,但此工艺必须通过焊接工艺评定认可,而且焊工经过考试合格。
施工检验
工程质量的好坏一定程度上要靠检验来衡量,无损检测、试压、吹扫作为工艺管道安装的必要组成部分,同时也是工艺扫尾的一种手段,更是对施工质量的检验。这就要求必须有一定的计划安排,严格按照规范要求实施。
1、无损检测
无损检测比类必须严格按规范要求进行,对每名焊工每条管线的焊口均应抽检到,发现不合格焊口,必须返修合格并且加倍抽检,直到合格为止,否则对该焊工焊口检测;合金钢材质的管道热处理后还应对其进硬度测量。
2、试压
A、试压前:试压范围的钢衬塑管道管件管道安装工程除涂漆、绝热外已按设计图纸全部完成,安装质量符合有关规定;试验用压力表已经校验,并在周检期内,其精度不得低于1.5级,表的满刻度值为被测 压力的1.5-2倍,压力表不得少于2块;待试管道于无关系统已用盲板隔开,管道上的阀, 板及仪表元件等已经拆开;试压前,注液体时应排尽空气。
B、所有需无损检测的管道必须检验合格后,相关部分、单位认可后方可试压。
C、水压试验时环境温度不宜低于5℃、当环境温度低于5℃时应采取防冻措施。
D、试压过程中:液压试验应缓慢升压,待达到试验压力后,稳压10min,再将压力降至设计压力,停压30min,以压力不降,无渗漏为合格;对位差较大的管道,应将试验介质的静压记入试验压力中。
E、试压后:应及时拆除盲板,排尽液体。排液时应防止形成负压,并不得随地排放。
3、吹洗
A.吹洗前需编制吹洗方案,具体吹洗方法应根据对管道的使用要求,工作介质及管道内表面的脏污程度确定。蒸汽管道应以蒸汽吹扫;非热力管道不得用蒸汽吹扫。
B.对于有特殊要求得管道,必须采取相应得吹洗方法。不允许吹洗得设备及管道应与吹洗系统隔离;吹洗得顺序应按主管,支管,疏排管依次进行,吹洗出的脏物不得进渗透已合格得管道。
C.冲洗时,宜采用 流量,流速不得低于1.5m/s;水冲洗应连续进行,以排出口得水色和透明度与渗透口水目测一致为合格。
D.蒸汽管道吹扫前,应进行暖管,及时排水,并应检查管道热位移;吹扫顺序应按加暖-冷却-再加暖得顺序,循环进行。同时流速不应低于3m/s。
E.管道吹洗合格并复位后,不得再进行影响管内清洁得其他作业。
总结
一个工程的质量决定工程的使用寿命,一个好的业主评价可能会给施工单位在市场树立一个好的形象,一个好的形象可以带来一个好的发展空间。在日益激烈的市场竞争的大环境下,质量将作为诸多砝码中很关键的一环。只有严把质量关,才能有更大的发展。
公司专业生产钢衬塑管道脱硫管等系列的多规格管材及管件产品具有节能环保耐磨防腐等特点。产品质量和售后服务得到了客户的一致好评,我们愿与您携手合作共同为中国的碧水蓝天事业贡献力量。


